- Whatsapp: 8613738300923
- Email: [email protected]

Sanitary valves are more than just a component in a pipeline—they’re a guardian of product purity. Unlike standard industrial valves, sanitary valves are designed to prevent contamination, ensuring that the media (like food, beverages, or pharmaceuticals) remains sterile and safe. Their key features include polished internal surfaces, a crevice-free design, and materials that are easy to clean and resistant to corrosion. This makes them essential for industries with stringent hygiene standards.
These are the workhorses of the sanitary industry, each with a unique design and purpose.
These valves are a popular choice for simple on/off control. They feature a disk that rotates on a central axis, making them lightweight, cost-effective, and easy to operate. They are ideal for applications where quick shut-off and minimal pressure drop are required, such as in low-viscosity liquid lines.

Known for their superior sealing and durability, sanitary ball valves feature a hollow, perforated ball that rotates to control flow. They offer excellent shut-off capabilities and are available in full-port designs, which ensure unrestricted flow and minimize product residue. They are perfect for applications requiring tight shut-off and are often used in CIP (Clean-in-Place) systems.
These valves are the gold standard for sterile and high-purity applications. They use a flexible diaphragm to isolate the fluid from the valve’s operating mechanism, which eliminates potential contamination points. Sanitary diaphragm valves are widely used in the pharmaceutical and biotechnology industries where a sterile barrier is non-negotiable.

The primary function of a sanitary check valve is to prevent backflow in a pipeline. By allowing fluid to flow in only one direction, they protect sensitive equipment and prevent product from mixing or contaminating other parts of the system. They are crucial for maintaining the integrity of complex fluid systems.
Sometimes, a standard valve just won’t do. These specialized valves are designed for unique and demanding applications.
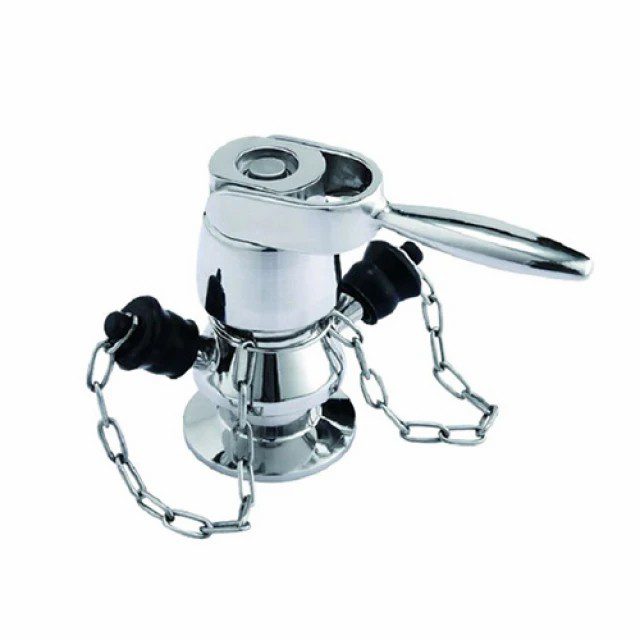
These valves are specifically designed to take sterile samples from a process line without compromising the system’s integrity. Sanitary sample valves are essential for quality control, allowing for quick and clean sample extraction.
Featuring a piston-operated design, sanitary angle seat valves are robust and reliable for handling steam, gases, and other demanding media. Their quick opening and closing times make them suitable for automated processes and applications that require precise control.
Also known as mix-proof valves, sanitary reversing valves are a sophisticated solution for facilities that handle multiple products. They use two independent seats to prevent different fluids from mixing, allowing for the simultaneous processing of various products through the same pipeline without cross-contamination.

These valves are mounted directly at the base of a tank, ensuring complete drainage and preventing product residue from accumulating. Sanitary tank bottom valves are vital for industries where product loss and thorough cleaning are critical concerns.
As their name suggests, these valves are designed to maintain a stable pressure within a system. This is crucial for applications that require consistent flow and pressure, such as in bottling and filling lines, to ensure product consistency and quality.
Selecting the right valve is a critical decision. Here are the key factors to consider:
Choosing the right sanitary valve is essential for ensuring product quality, safety, and operational efficiency. At GENCEL, we are committed to providing you with the highest quality valves and expert advice. Explore our extensive catalog to find the perfect sanitary solution for your needs.
Ready to find the ideal sanitary valve for your application? Browse GENCEL’s Valves Today!


STAINLESS STEEL&GENCEL;
Privacy Policy | SiteMap
Copyright GENCEL STAINLESS STEEL CO.,LIMITED
 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator